槽鋼三面沖主要用于送變電與通訊行業(yè)金具生產(chǎn)以及建筑行業(yè)的槽鋼構件的打印、沖孔和切斷工藝。槽鋼三面沖具有獨立的液壓動(dòng)力機構和電氣數控系統,采用中央集中控制。同時(shí)為了方便主機的模具調整和其它部件調整,也具有部分分散控制動(dòng)作。下面重點(diǎn)介紹一下槽鋼三面沖主要技術(shù)規格。
槽鋼三面沖的主機采用鋼板組合機構。體積小、重量輕、剛性好。液壓系統以電磁閥換向,結構簡(jiǎn)單、使用方便、便于維修。
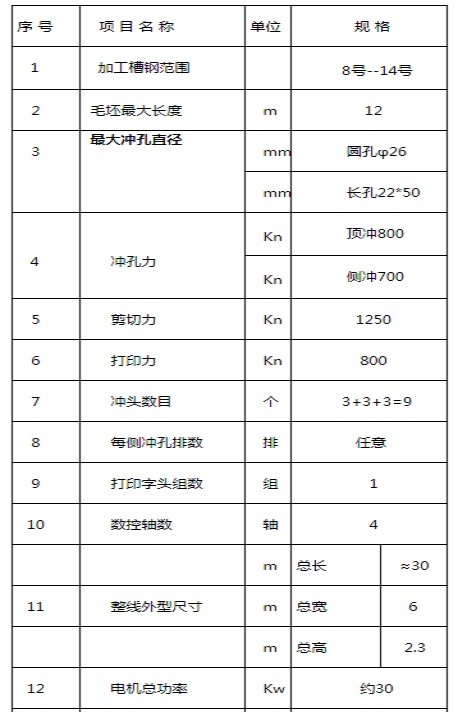
槽鋼三面沖的數控系統,不僅在槽鋼的縱向實(shí)現數控來(lái)保證沖孔的間距,而且在槽鋼的橫向也采用了數控,這樣就實(shí)現了材料橫向的多準距沖孔。同時(shí)對槽鋼的兩翼面也可進(jìn)行數控沖孔。打印裝置在腹沖單元內,可以根據編程數據進(jìn)行打印。沖孔單元采用3組氣缸自動(dòng)快速換模裝置,可自動(dòng)實(shí)現每面3組不同直徑的沖孔。剪切單元為單刃剪切,采用整體式刀片,刀片安裝于刀盒內,刀盒可以整體取出,方便更換刀片。綜上所述,本槽鋼自動(dòng)生產(chǎn)線(xiàn)實(shí)現了多品種、多孔徑的沖孔。基本滿(mǎn)足各類(lèi)金具產(chǎn)品所需的寬度不大于140的槽鋼的加工工藝要求,并且與舊加工工藝相比較,縮短了輔助工作時(shí)間,提高了工作效率。